Distribution Analysis of TRISO-Coated Particles in Fully Ceramic Microencapsulated Fuel Composites
Article information
Abstract
FCM nuclear fuel, a concept proposed as an accident tolerant fuel in light water reactors, consists of TRISO fuel particles embedded in a SiC matrix. The uniform dispersion of internal TRISO fuel particles in the FCM fuel is very important for improving the fuel efficiency. In this study, FCM sintered pellets with various volume ratios of TRISO-coated particles were prepared by hot press sintering. The distribution of TRISO-coated particles was quantitatively analyzed using X-ray μCT and expressed as a dispersion uniformity index. TRISO-coated particles were most uniformly dispersed in the FCM pellets prepared using only overcoated TRISO particles without mixing of additional SiC matrix powder. FCM pellets with uniformly dispersed TRISO particle volume fraction of up to 50% were prepared using overcoated TRISO particles with varying thickness.
1. Introduction
Fully ceramic microencapsulated (FCM) nuclear fuel is a concept that was proposed as an accident tolerant fuel in light water reactors. FCM nuclear fuel is composed of TRi-ISOtropic (TRISO)-coated nuclear fuel particles used as the nuclear fuel of very high temperature reactors (VHTRs) dispersed in a high density SiC (Silicon Carbide) matrix.1–3) The TRISO nuclear fuel particles dispersed within the FCM nuclear fuel are structured to protect the UO2 kernel with a PyC/SiC/PyC triple layer. The SiC layer of the TRISO particles is fabricated using chemical vapor deposition (CVD), and this SiC layer prevents the fission products within the nuclear fuel particles from being transferred to the outside and maintains the structural integrity of the TRISO particles under high temperatures.4) The SiC matrix phase surrounding the TRISO particles is fabricated through sintering, protects the TRISO particles from the external environment, and provides double protection so that the fission products produced internally do not escape. The FCM nuclear fuel can be expected to provide rapid improvement in accident tolerance due to its high thermal conductivity, multiple protection regarding fission products, and very high temperature stability. SiC ceramics are being utilized in various nuclear energy fields due to their outstanding high temperature strength, chemical stability, and irradiation resistance along with a low neutron absorption cross section.5–7) SiC exhibits high thermal conductivity compared to that of UO2, and thus the use of SiC as the matrix phase of the nuclear fuel pellets can decrease the temperature at the nuclear fuel center compared to a UO2 nuclear fuel system, resulting in a decrease of the internal energy and release of the fission products.8)
SiC ceramics are manufactured using the liquid-phase sintering by generally adding metal oxide additives due to the strong covalent bonding property and low self diffusion coefficient. Hot press sintering is one of the most effective methods of fabricating SiC composite ceramics that include different secondary phases.9,10) There have been numerous reports of fabricating fiber-reinforced SiC composites composed of SiC fibers and SiC matrix phases through hot press sintering.11,12) FCM nuclear fuel contains TRISO particles, which do not undergo deformation including contraction, and therefore FCM nuclear fuel is manufactured using hot press sintering. There have been reports of results of FCM pellet fabrication by adding Al2O3, Y2O3, and nano-sized SiC powder, and studies have been conducted on the densification and thermal conductivity of FCM pellets according to the TRISO particle and sintering additive amounts.13–15)
When using FCM nuclear fuel as the nuclear fuel of light water reactors, it is important to add a large amount of TRISO particles to the SiC matrix phase in order to increase the power generation efficiency. Dense fabrication of FCM pellets containing a maximum of 46 vol.% TRISO particles through hot press sintering has been reported.13) In order to uniformly distribute a large amount of TRISO particles in the FCM pellet matrix phase, the TRISO particles can be overcoated using SiC matrix phase powder. Overcoating of the TRISO particles can prevent damage of the TRISO coating layer when the TRISO particles come into contact with each other during the hot press sintering process. For application as a light water reactor nuclear fuel, the TRISO particles have to be uniformly distributed within the FCM nuclear fuel. Power generation efficiency degradation can occur in the areas of non-uniform TRISO particle distribution in the FCM nuclear fuel due to a sharp increase in the internal temperature of the nuclear fuel or uneven output.2) Also, the thermal conductivity of the FCM nuclear fuel can be significantly reduced from the non-uniform distribution of internal TRISO particles. However, the research on the degree of TRISO particle distribution within the FCM nuclear fuel pellet has not been previously carried out.
In this study, TRISO particles containing FCM pellets were fabricated using hot press sintering. The TRISO particles were overcoated with SiC matrix phase powder to uniformly distribute the embedded TRISO particles. A method to analyze the distribution uniformity of the TRISO particles located in the FCM pellet was proposed. Using the proposed method, the presence of overcoating and the distribution uniformity of the FCM composite fabricated by varying the thickness of the overcoating layer were determined. Through this, FCM composites containing uniformly distributed TRISO particles were fabricated.
2. Experimental Procedure
In this study, TRISO powder fabricated using CVD and b-SiC powder (~ 0.5 μm, Grade BF17, H. C. Starck H.C, Berlin, Germany) were used to manufacture the SiC composite ceramic.
The TRISO-coated particles were fabricated through fluidized-bed chemical vapor deposition (FBCVD) in a fluid environment of ZrO2 particles with a diameter of approximately 500 μm. When the deposition temperature was reached in the reactor, the ZrO2 particles were inserted in the upper part of the reactor under an Ar gas flow environment. Also, since the steady flow state has to be maintained for the particles under an environment where the reacting gas and fluidizing gas are simultaneously supplied, the total flux was varied from 2000 to 3000 sccm to continuously deposit the buffer PyC/IPyC/SiC/OPyC layer when the ZrO2 particles are in a steady flow and the gases used were C2H2/Ar, C2H2/C3H6/Ar, CH3SiCl3(MTS)/H2/Ar, and C2H2/C3H6/Ar, respectively. The input gas ratio (H2/MTS) was maintained at 50 during the SiC layer deposition. The coating layers of all the TRISO-coated particles were continuously deposited in a particle flow environment.16)
Liquid phase sintering was used to fabricate the FCM pellets containing TRISO. For the sintering aids, 3 wt.% of Al2O3 (150 nm, purity 99.9%, Metal Chem Tech, Haryana, India)-Y2O3 (100 nm, purity 99.9%, Metal Chem Tech, Haryana, India) additive (Al2O3 : Y2O3 = 7 : 3 molar ratio) and 5 wt.% of nanoscale SiC powder (45 – 55 nm, purity 97.5%, N & A Materials. Inc., Houston, USA) were used. For each powder, ball milling for 24 h was conducted using SiC balls and ethanol as the medium in a polypropylene bottle. After the ball milling, drying and sieving (120 mesh) were conducted. The granulated powder was mixed with the TRISO-coated particles, and the mixed powder was inserted in a graphite sleeve with a diameter of 10 mm for the sintering of the mixed powder. SiC matrix phase powder was used to overcoat the TRISO particles in order to enhance the TRISO particle distribution. After inserting the TRISO particles in a rotating container, a solvent mixture of SiC matrix phase powder, ethanol, and water at appropriate ratios was continuously added to establish the overcoating layer with a certain thickness. The weight ratio of the TRISO particle and inserted SiC matrix phase powder was varied to fabricate overcoating layers of various thicknesses. Fig. 1 shows the overcoated TRISO particles and the overcoated TRISO particles for each thickness. The overcoated TRISO particles with various thicknesses were mixed with the SiC matrix phase powder and then inserted in the graphite sleeve with a diameter of 10 mm. The FCM pellets were fabricated through hot press sintering under an Ar environment, temperatures of 1800 and 1850°C, and pressure of 20 MPa.

(a) Overcoated TRISO-coated particles and X-ray radiography images of overcoated TRISO particle with thicknesses of about (a) 180 μm, (b) 240 μm, and (c) 330 μm.
The density of each pellet was measured using the Archimedes method. X-ray μCT (Skyscan1272, Bruker, Belgium) was used to observe the TRISO coated particle distribution in the FCM pellet. The spatial resolution of the equipment was 2.9 – 13.3 μm and the projected radiation images of 0.5–1.0° can be collected. For the X-ray, 60 kV and 166 μA were used, and the exposure time of 0.5 seconds was used per image. The measurement specimens were pellet shaped samples with a diameter of 10 mm and height of 4 – 10 mm.
In order to evaluate the TRISO dispersion uniformity within the FCM pellet, X-ray μCT was used to determine the (x, y, z) spatial coordinates of the TRISO particles within the pellet. The radiation images were analyzed to determine the locations and exact number of the TRISO particles, and through this, the volume fraction of the TRISO particles in the FCM pellet was precisely measured. When spherical particles are most uniformly filled in the pellet, the spherical particles have a closed packing FCC structure. In an FCC structure, there are equidistant 12 particles closest to one particle. Based on the FCC structure, the dispersion uniformity index of the TRISO particle in the FCM pellet was set as the average distance of the closest 12 particles based on each TRISO particle and the standard deviation of the average distances for all the TRISO particles. The average distance to the 12 closest particles was expressed as a ratio of the distance between particles under the assumption that the same number of TRISO particles within the FCM pellet are distributed in an ideal FCC structure. When the TRISO particles in a pellet is distributed in an ideal FCC structure, the average value ratio of the distances between each particle (distance ratio) was 1 and the standard deviation of the averages of the distance between each particle (distance standard deviation) was 0. For the actual pellet, the distance ratio and distance standard deviation can increase due to the particles located on the boundary of the pellet and this case was analyzed in the following chapter.
3. Results and Discussion
In the FCM pellet fabrication, overcoating of the TRISO particle exterior was carried out using SiC matrix phase in order to improve the TRISO particle dispersion uniformity.17) The TRISO particle overcoating layer not only enhances the dispersion uniformity but also prevents the direct contact between TRISO particles in the FCM pellet, which can damage the TRISO particle coating layer during the sintering process. Fig. 2 shows the radiation images and the cross section microstructure SEM images of the FCM pellets fabricated through hot press sintering at 1800°C and 20 MPa pressure for 3 h using overcoated and non-overcoated TRISO particles. Figs. 2(a) and (b) show the FCM pellets fabricated using the non-overcoated TRISO particles. The ZrO2 kernel can be observed in the TRISO particle from the X-ray radiation image and the degree of TRISO particle dispersion in the pellet can be observed through the projected image.18) It was observed that the TRISO particles were not evenly distributed in the pellet but concentrated in the lower and central parts and there was an area in the upper portion with no TRISO particles. Also, the cross section SEM imaging showed that there were many TRISO particles in contact with each other. Deformed TRISO particles from the pressing process and particles with damaged TRISO coating layers were observed. Figs. 2(c) and (d) show the FCM pellets fabricated using the overcoated TRISO particles. The thickness of the overcoating layer was approximately 160 μm. The X-ray radiation image of the FCM pellet that used overcoated particles showed that the TRISO particles were uniformly distributed for the entire pellet in contrast to the pellet that used non-overcoated particles and areas with no TRISO particles were barely observed. The cross section microstructure image also showed that the TRISO particles were distributed to have consistent distance between the particles so damage of the coating layer did not occur.

X-ray radiography image and OM images of FCM sintered pellets (a), (b) without and (c), (d) with application of overcoating to TRISO-coated particles.
While the degree of distribution could be determined approximately through the radiation and cross section microstructure images of each FCM pellet, research on a measure to quantitatively assess the distribution uniformity is lacking. In this study, as shown in Chapter 2, the (x, y, z) spatial coordinates of the TRISO particles were identified through μCT followed by calculating the average distance value from each TRISO particle to the closest 12 particles and then the average and the standard deviation of the distance average values for all the TRISO particles in the form of a distribution uniformity index. Table 1 shows the determined distribution uniformity index values for two types of pellets according to the usage of overcoated particles. The distance ratio of the non-overcoated particle applied pellet was 0.996 and the distance ratio of the overcoated particle applied pellet was 1.024. When the particles are arranged as an ideal FCC structure, the distance ratio has to be 1 but the TRISO particles located on the surface of the pellet have less than 12 closest particles in proximity, and thus the actual distance ratio within the pellet becomes greater than 1. For the two types of pellets, the TRISO particle content in terms of volume ratio was approximately 32 ~ 35%, and for this case, the distance ratio for the most ideal distribution was calculated to be around 1.10 – 1.15 when considering the pellet size and TRISO particles located on the surface. It was found that the distance ratio for the overcoating applied pellet increased close to the ideal case. As can be observed in the radiation image, the FCM pellet where the TRISO particles are concentrated in the lower and central parts showed numerous particles in close proximity, resulting in a decrease in the distance ratio. The distance standard deviation of the pellet without overcoating was 0.165 while that of the overcoating applied pellet was significantly decreased to 0.121. The distance standard deviation is 0 when the particles are uniformly arranged in an ideal FCC structure. As the TRISO particles within the pellet are distributed more sparsely or concentrated in a small area, the average distance value for the closest 12 particles about each TRISO particle changes greatly, thus significantly increasing the standard deviation. Based on the above results, the dispersion uniformity of the TRISO particles in the two pellet types was quantitatively determined. Experimentation was carried out using various fabrication conditions to enhance the TRISO particle dispersion uniformity and the dispersion uniformity improvement was investigated by calculating the dispersion uniformity index for each pellet.

Fabrication Conditions, Relative Density and Dispersion Uniformity Index of FCM Pellets Sintered at 1800°C and 20 MPa for 3 h
Table 2 shows the calculated dispersion uniformity indices of the FCM pellets according to the overcoating thickness and additional SiC powder ratio. Specimens C1 – C4 were FCM pellets with TRISO volume ratios of 30 – 40% fabricated at 1800°C and 20 MPa for 1 h using the two overcoating thickness conditions of approximately 60 μm and 160 μm. For the C1 and C3 specimens with TRISO volume ratios of around 30%, the distance ratio and distance standard deviation both increased as the overcoating thickness was increased. For the C2 and C4 specimens with TRISO volume ratios of around 40%, the distance ratio increased while the distance standard deviation decreased as the overcoating thickness increased. When the overocating thickness is less than 160 μm, it can be considered that the overcoating thickness does not have a significant impact on the dispersion uniformity of the TRISO particles in the FCM pellet.
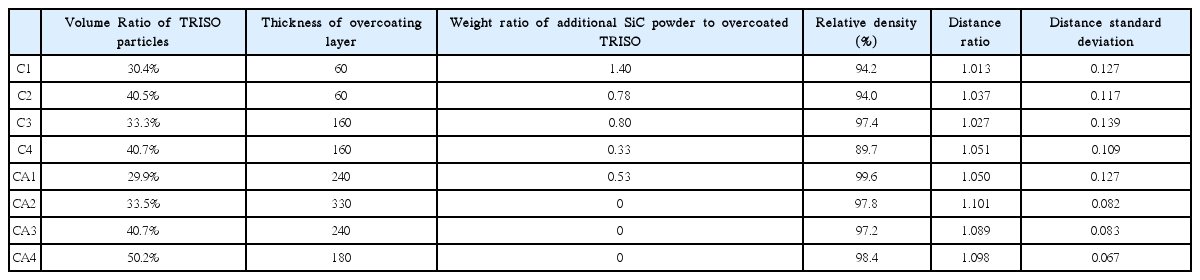
Fabrication Conditions, Weight Ratio of Additional SiC Powder, Relative Density and Dispersion Uniformity Factor of FCM Pellets Sintered at 1800°C and 20 MPa for 1 h (C1 – C4) and Sintered at 1850°C and 20 MPa for 3 h (CA1 – 4)
Specimens CA1 – CA4 were FCM pellets fabricated at 1850°C and 20 MPa for 3 h using TRISO particles with overcoating thicknesses of 180, 240, and 330 μm. The specimens were fabricated by varying the TRISO volume ratios from 30% to 50%. When the pellet is fabricated using only overcoated TRISO particles, FCM pellets with a specified volume ratio according to the overcoating thickness can be manufactured. Also, FCM pellets of specific volume ratio can be fabricated by mixing the overcoated TRISO particles with additional SiC matrix phase powder. Specimens CA2, CA3, and CA4 were FCM pellets fabricated using overcoated TRISO particles with thicknesses of 180, 240, and 330 μm while the volume ratios were 33.5, 40.7, and 50.2%. Specimen CA1 was an FCM pellet with a volume ratio of approximately 30% using 240 μm thickness overcoated TRISO particles and additional SiC matrix phase powder mixture. Table 2 shows the mass ratios of the overcoated TRISO particles and additionally used SiC matrix phase powder. The additional SiC matrix phase powder mixed CA1 specimen had a distance ratio of 1.05 and distance standard deviation of 0.127. The CA2, CA3, and CA4 specimens that only used overcoated TRISO particles without additional SiC matrix phase powder mixture showed distance ratios of 1.101, 1.089, and 1.098, respectively, and distance standard deviations of 0.082, 0.083, and 0.067, respectively. The specimens that only used overcoated TRISO particles without additional matrix phase powder showed high dispersion uniformity regardless of the overcoating layer thickness and TRISO particle volume ratio. In order to fabricate FCM pellets of uniformly dispersed TRISO particles, determining the overcoating layer thickness appropriate for the desired volume ratio needs to be carried out. When the large amounts of additional SiC matrix phase powder is mixed, the dispersion uniformity of the pellets may be worse due to the phenomenon where the matrix phase exists in concentrations, but a consistent distribution according to the overcoating layer thickness can be attained when only using overcoated TRISO particles. Fig. 3 shows the X-ray radiation images of the CA specimens. The specimens CA2 – CA4 mostly showed even distributions from the projected images. For specimen CA1, sparse distributions of TRISO particles were observed in the upper left side. This result was thought to be due to the concentration of the additional SiC matrix phase powder, and as a result it was estimated that the TRISO particle dispersion uniformity would be degraded.

X-ray radiography images of FCM pellets with only overcoated TRISO particles (CA2-4); overcoated TRISO particles and additional SiC matrix powder (CA1).
For specimens CA1 and CA2 with similar amounts of TRISO volume ratio, the CA2 specimen without the additional SiC matrix phase powder mixture showed a density that was lower than that of the CA1 specimen with an additional SiC matrix phase powder mixture to some extent. The density of the FCM pellet fabricated only using overcoated TRISO particles can decrease due to the voids between the overcoated TRISO particles with a diameter of approximately 1.2 – 1.5 mm. In order to fabricate FCM pellets of uniform TRISO particle distribution, it is important that sintering is carried out only using overcoated TRISO particles, but it was thought that efforts to modify the sintering condition or mix an appropriate amount of additional SiC matrix phase powder are necessary to improve the pellet density.
4. Conclusions
FCM pellets containing TRISO particles were fabricated using hot press sintering to analyze the distribution of the embedded TRISO particles. X-ray μCT was used to determine the location coordinates of the TRISO particles within the FCM pellets. When the embedded particles dispersed in an FCC structure was assumed to be the structure with the most uniform distribution, the distance ratio and distance standard deviation between each TRISO particle and its closest 12 particles were calculated to determine the dispersion uniformity index value. The TRISO particles were overcoated on the exterior with SiC matrix phase powder in order to improve the dispersion uniformity and prevent the direct contact of TRISO particles with each other during the FCM pellet sintering. The dispersion uniformity index values for the specimens fabricated using non-overcoated TRISO particles and specimens fabricated using overcoated TRISO particles revealed that the overcoating applied specimens showed both outstanding distance ratio and distance standard deviation. The dispersion uniformity was also observed through the X-ray radiation and cross section microstructure images. The TRISO particle dispersion uniformity was evaluated according to the overcoating layer thickness and whether the additional SiC matrix phase powder was mixed. Variation of the overcoating layer thickness did not show a significant impact on the embedded particle dispersion. The FCM specimen fabricated only using overcoated TRISO particles without additional SiC matrix phase powder mixing showed the highest dispersion uniformity. Various FCM specimens with TRISO particle volume ratios of 33.5% – 50.2% for uniform distribution according to the overcoating layer thickness were fabricated.
Acknowledgments
This work was supported by the National Institute of Energy Technology Evaluation and Planning (KETEP), funded by the Korean government (MOTIE) (No. 20171510101990).